I am trying to get my forge hot enough to forge weld. My forge is like the kind used at the Arkansas shool and has a burner/needle valve? made from brass parts with a .035 inch welding tip to produce the gas jet. It will heat up steel to an orange color with 12 to 15 pounds of pressure. I have a sheet metal disk over the intake on the blower to adjust the amount of air into the forge. This is the problem. When I open the blower intake more than half way the fire in the forge is blown out. Will increasing the diameter of the welding tip increase the amount of gas into the forge and allow me to increase the amount of blown air so that welding temperatures are reached? Can someone help me out.

Kyle, there's so many variables in play here. First we might have to get more information about what you actually have.
What is CFM of your fan?
In what shape is your refactory/insulation?
Could it be that you are injecting too much gas? (sounds like too much PSI to me)
Do you have a valve to control gas flow?
In my experience, it takes less air than what I would have thought and once I found that sweet spot, I rarely move the air. I do almost all of my adjustment with the gas pressure and flow (two different things). The chamber volume will tend to call for a somewhat predicatble ratio of these factors, but the chamber shape and refractory will also affect the top temps reached. I would try to play with the things mentioned, first before getting a new welding tip. Not saying you wont need that too, but you ought to try those other steps and then you might go bigger on the orifice.
My gut feeling here is that your orifice might be too small and your pressure too high, but I hessitate to even mention it considering the other unknowns untill the other questions are answered.

Like Lin said, there are a lot of veriables. I do not use a welding tip in my burner. My burner is made from 1 1/4 inch black iron pipe. The gas is delivered by a 1/4 inch pipe nipple brazed into the burner between the blower and a 90 degree elbow that acts as a mixer. I can reach welding temperature at 4-5 lbs. of pressure.
Dale
Dale Huckabee
Journeyman Smith
dalehuckabeeknives.weebly.com
|quoted:
Like Lin said, there are a lot of veriables. I do not use a welding tip in my burner. My burner is made from 1 1/4 inch black iron pipe. The gas is delivered by a 1/4 inch pipe nipple brazed into the burner between the blower and a 90 degree elbow that acts as a mixer. I can reach welding temperature at 4-5 lbs. of pressure.
Dale
Thank you Dale for responding to my post. Your setup sounds really easy and simple to use. I wanted to ask; is the 1/4 inch nipple the same diameter all the way through or is there a smaller orafice on the end to produce a jet of gas? I thought the gas had to be pressurized and jetted into the forge by a smaller opening. I want to get my forge hot enough so that I can practice what I learn at the class on damascus steel at Haywood College this April.

Kyle,
I think your problem is the size of the orifice in the gas inlet. It is almost certainly too small.
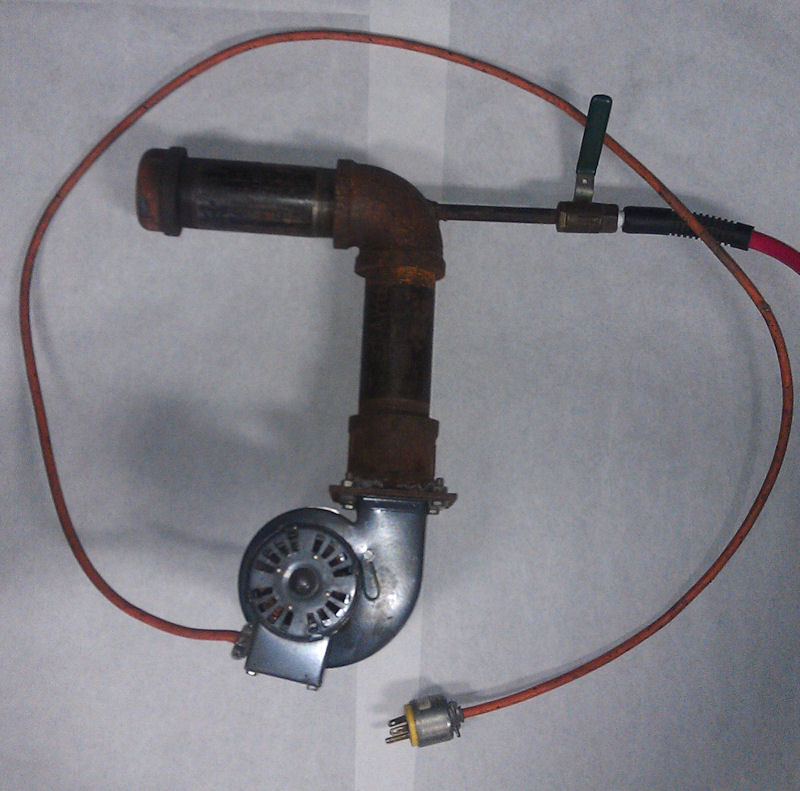
Below are pictures of the burner assemblies that I build for my forges. The burner in these photos is made of 2 inch steel pipe, from the blower to the forge. The nozzle is a pipe cap with a hole drilled in it. The gas inlet pipe is 1/4 in steel pipe. The gas pipe extends about 1 inch into the elbow. There is no orifice on the gas inlet pipe. All control of the gas is by the ball valve. A ball valve works okay for a large burner assembly. But, a needle valve is easier to control when used on small burners.
These burners can be built with either larger, or smaller diameter pipe, depending on the size of the forge they will be used on.
The size of the hole drilled in the pipe cap nozzle must be determined by the size of the forge that the burner assembly will be used on. The hole in the cap in these photos is 1 1/4" in diameter. This burner assembly is used on a forge that has about 600 cubic inches in interior space. Start with a smaller hole size and try the forge out to see how long it takes to come up to heat. If it takes too long, increase the diameter of the hole until you have enough blast to bring the forge up to temperature in a reasonable amount of time.
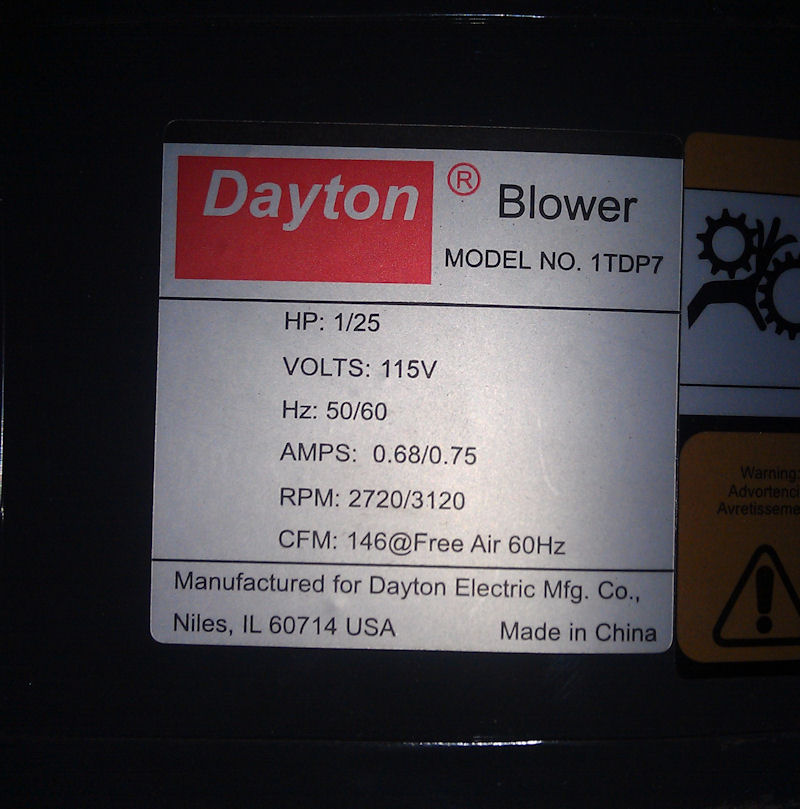
The blower that I use on these burners is a unit that puts out 146 cubic feet of air per minute. This blower is a Dayton, Model #1TDP7. I bought this unit from Grainger Industrial Supply. Grainger Ind.
I made a sheet metal damper to control the air volume through the blower.


Thank you Mr. Culver for responding. I really like your burner setup; it looks easy to make and use. I did have a breakthrough on my burner today. I drilled out the .035 diameter tip to 5/16". When I used it in my forge, I could open the air inlet all the way and not blow the fire out. After about five minutes the inside of the forge was a yellow color and it heated up a piece of rebar to a light yellow color in about six minutes with five pound of gas pressure. I will continue to experiment with different gas and air mixtures to find the sweet spot for my forge. I want to thank everyone who has helped me out.
Kyle, my set up is pretty much the same as Steve's. The only difference is a needle valve between the ball valve and the nipple and a ball valve to regulate the air flow. The nipple is 1/4 inch all the way. No orifice. I can weld at around 4-5 pounds of pressure. I've had the temperature up to around 3000 degrees as checked by a digital pyrometer. I turned it down to keep from melting my thermocouple.
Dale
Dale Huckabee
Journeyman Smith
dalehuckabeeknives.weebly.com
